以下是:【钢板精密管一站式厂家】的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 厂家 | 天津鑫铭耐磨材料 |
|---|
| 价格 | 8-10 |
|---|
| 是否定制 | 可以 |
|---|
| 是否切割 | 可以 |
|---|
| 运输 | 汽运,含运费 |
|---|
| 颜色 | 黑色 |
|---|
| 硬度 | 60-62HRC |
|---|
| 尺寸 | 1400*3400 |
|---|
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
|---|
以下是:【钢板精密管一站式厂家】的图文视频
【钢板精密管一站式厂家】,鑫铭万通商贸有限公司专业从事【钢板精密管一站式厂家】,联系人:李经理,电话:022-86658238、13752667388,QQ:46046714,发货地:天津北辰区北辰大厦4-1012发货到山东省 枣庄市 薛城区、峄城区、台儿庄区、山亭区、滕州市,以下是【钢板精密管一站式厂家】的详细页面。 山东省,枣庄市 枣庄市,别称煤城,山东省辖地级市,位于山东省南部,东与临沂市平邑县、费县、兰陵县接壤,南与江苏省徐州市的铜山区、贾汪区、邳州市为邻,西接济宁市微山县,濒临微山湖,北与济宁市的邹城市毗连。介于东经116°48′—117°49′,北纬34°27′—35°19′之间,东西宽56千米,南北长96千米,总面积4564平方千米,占山东省总面积的2.97%。截至2022年10月,枣庄市下辖5个市辖区、1个县级市。截至2022年末,枣庄市常住人口382.97万人。
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 厂家 | 天津鑫铭耐磨材料 |
|---|
| 价格 | 8-10 |
|---|
| 是否定制 | 可以 |
|---|
| 是否切割 | 可以 |
|---|
| 运输 | 汽运,含运费 |
|---|
| 颜色 | 黑色 |
|---|
| 硬度 | 60-62HRC |
|---|
| 尺寸 | 1400*3400 |
|---|
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
|---|
为了给您提供更的【钢板精密管一站式厂家】产品信息,我们上传了的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:【钢板精密管一站式厂家】的图文介绍
鑫铭万通商贸有限公司是一家集生产与销售 山东枣庄喷漆无缝管产品的优质供应商。公司自成立以来始终坚持以“质量di yi、服务di yi、诚信经营、共谋发展”的经营理念,管理上坚持以人为本,服务上以客户为尊。我司拥有雄厚的技术开发力量、严格的产品质量检验、先进的设计标准、合理的配套结构、采用了世界上先进的生产工艺。鑫铭万通商贸有限公司把产品质量作为企业生存的根本,把用户作为企业的上帝,与广大用户、四海宾朋互利合作,携手共进,共谋发展,共创光辉灿烂的明天!



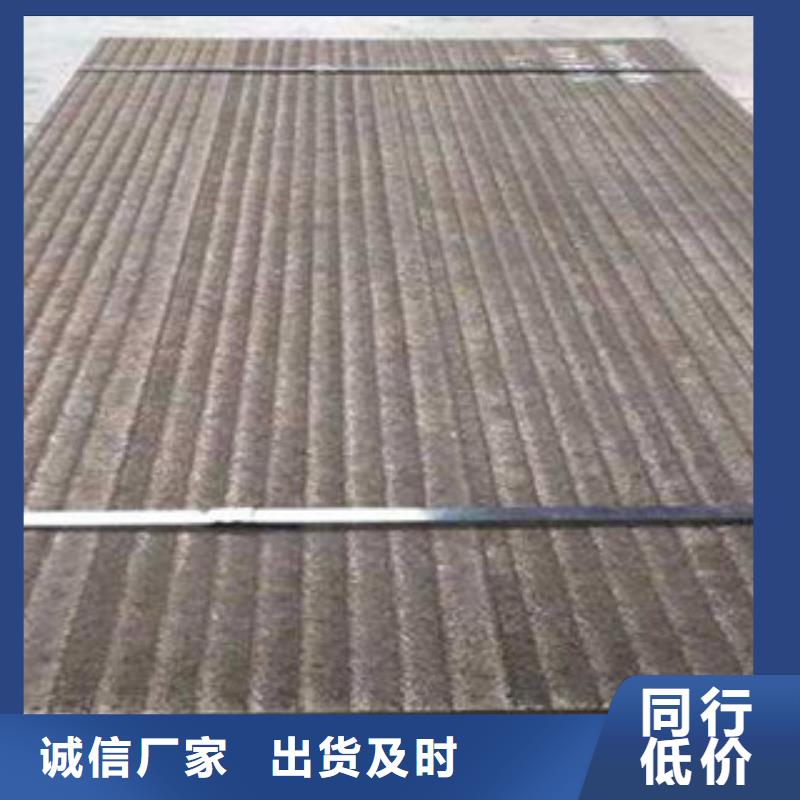
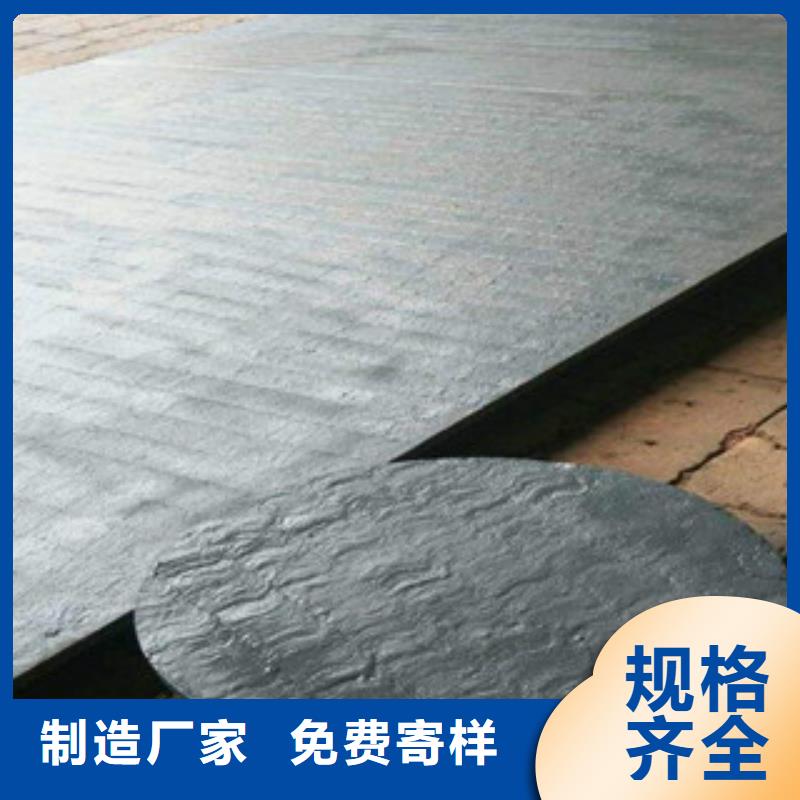
而如果材料轧制过程中铁粉吹扫不干净,就会残留在高硬度堆焊耐磨衬板表面,也就形成了我们看到的一些黑斑。类似这样的缺陷都会对高硬度堆焊耐磨衬板产生影响,所以要尽量避免,改善产品质量,提高经济效率的同时,对我们节约成本也是有帮助的。
天津鑫铭万通焊割机械有限公司是一家集计划,研究,出售为一体的厂家,商品有耐磨钢板、耐磨衬板、复合耐磨板、耐磨合金钢板、双金属耐磨板、碳化铬耐磨板、高铬合金钢板、双金属复合耐磨钢板、堆焊耐磨钢板等。我公司凭着优异的技能及诚的理念,引入领先的国内外技能、设备,选用优质原料配以科学的,树立了完善的售前及售后效力系统,博得了客户的好评。公司遵循“以优于同行的质量标准,满足顾客对产品实物质量的期望和要求。”的质量方针来满意您的恳求,为您合理计划、俭省空间、前进功率、创造赢利!




现在科技非常发达,体现在焊接领域就有很多种,除传统的焊接方法以外,一些新型的焊接方法也逐渐涌现出来,在各大生产领域发挥着重要作用。堆焊就是其中一种先进的修补焊接方法。
堆焊是在工件的表面或边缘进行熔敷一层耐磨、耐蚀、耐热等性能金属层的焊接工艺。堆焊对提高零件的使用寿命,合理使用材料,提高产品性能,降低成本有显著的经济效益。不同的工件和堆焊焊条要采用不同的堆焊工艺,才能获得满意的堆焊效果。堆焊中碰到的问题是开裂,防止开裂的主要方法是:焊前预热,控制层间温度,焊后缓冷。焊后进行应力热处理。避免多层堆焊,采用低氢型堆焊焊条。必要时,堆焊层与母材之间堆焊过渡层(用碳当量低、韧性高的焊条)。


输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐




【钢板精密管一站式厂家】,鑫铭万通商贸有限公司为您提供【钢板精密管一站式厂家】产品案例,联系人:李经理,电话:022-86658238、13752667388,QQ:46046714,发货地:北辰区北辰大厦4-1012。